产品 案例 关于


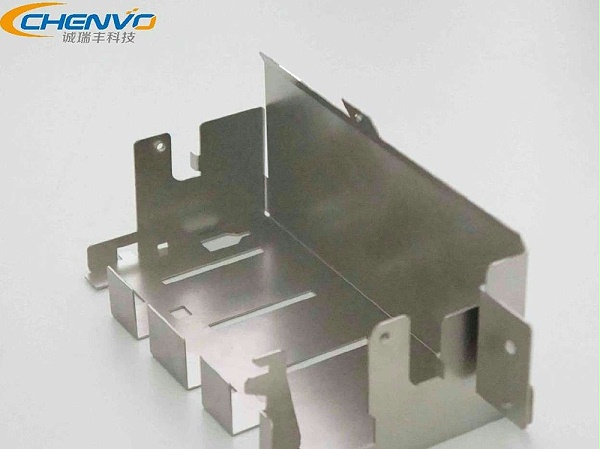
所示的冷轧板五金冲压件是诚瑞丰公司为医疗打印机送纸模组而设计的一款精密架构部件。本文主要从多方面展示该部件的参数、工艺以及一些常见问题。诚瑞丰现着力医疗设备精密冲压件及其金属结构模块的设计研发,现已取得48项可见成果。

价格:按图纸报价
周期: 24小时



该部品具备以下特点:
(1)稳定性,
该部件经过了有效的表面处理后具备良好的防氧化性能,不易生锈和变形,保证了医疗打印机的长期稳定运作;
(2)嵌接性,经过工程师的精心设计和多次的样品组装试验,最后才确定的结构,一是以便组装,二则是保证了结构稳固;
(4) 迭代性,定制化量产,产品更新可以灵活应对,缩减了功能升级成本和时间;
(5)精密度,我司23年来专研精密金属结构件的生产和成品研发,对产品精密度要求严格把控(控制误差范围≤0.1mm);
注:页面底部更多产品详细照片以展示冷轧板五金冲压件的产品特点。
| 产品尺寸 | 225.2*97*84mm | 展开尺寸 |
380*305*1mm |
|---|---|---|---|
| 产品材料 |
SPCC |
材料厚度 |
1.0mm |
|
产品重量 |
327.2g |
模具类型 |
单冲模&复合模 |
| 表面处理 |
环保镀镍 |
加工难度 | 复杂 |
| 尺寸误差 | ±0.1mm | 角度误差 | ±0.3° |

|
序号
|
工序 |
冲床吨位 |
工艺说明及注意事项 |
|
1 |
复合下料 |
110T |
将产品产品的外形和雏形孔一次性冲压出,同时可以保证产品的尺寸要求和保证产品毛刺高度要求; |
|
2 |
翻猪咀,沉孔 |
110T |
先将产品的特殊孔冲裁制成,避免因后续加工工序造成的产品加工面积遮挡 而无法冲孔(工程设计时需及时考虑); |
|
3 |
刻印 |
110T |
客户要求,冲压刻印图文,板件放模要注意位置准确 ; |
|
4 |
搭牙 |
辅助工艺 |
在已有圆孔基础上,按照要求攻牙, 直径误差控制在0.1mm范围以内; |
|
5 |
L曲,刻印 |
110T |
第一次冲压折弯,模具弯曲加工可以大幅度保证产品尺寸的要求和生产过程稳定性; |
|
6 |
L曲,押曲 |
110T |
第二次冲压弯曲; |
|
7 |
L曲,U曲 |
110T |
第三次冲压弯曲 ; |
|
8 |
V曲 |
110T |
最后一道冲压折弯工序,冲压成型 ;
|
|
9 |
表面处理 |
辅助工 艺
|
产品表面进行环保镀镍处理,镀层厚度7~10um;
|
|
10 |
品检 |
辅助工艺 |
全面检查冷轧板五金冲压件的尺寸 误差及表面处理后的外观要求是否及格; |
|
11 |
包装 |
辅助工艺 |
包装工程师设计专属包装方案,保证产品在后续运作过程中的品质合格,避免损耗; |
1. 造成产品表面凹凸的原因?
答:冷轧板冲压件表面凹凸的原因是工件和模具表面存在相对移动时,模中的废屑弹跳到冲件表面上,在上模块的下一次挤压中会连带废屑挤压冲件表面,形成凹陷。因此每次冲裁,操作人员需注意产品表面并及时清理废屑,注意规范操作!
深圳市诚瑞丰公司凭着多年的加工经验以及公司人才的智慧积累,公司制定了规范化的产品操作指导书,正确指导加工人员的操作,有效避免了生产过程中因操作不当而形成的产品损耗。
2. 冲压件生产造成毛刺的原因?
机器自动化运转,过程中难免会有差错发生,其中毛刺出现就有可能是冲裁间隙过大、刃口磨损过大、凹凸模接触不良、原材料厚度不符合工艺要求等等。
适当的冲床吨位选择和模具调试可以有效避免毛刺的产生。
3. 冷轧板五金冲压件有哪些分类?
冷轧板冲件的应用行业十分广泛,常见的有汽车金属件、电子设备、金融终端部件、医疗机械部件等等。每一个分类对工艺特性的 要求不仅相同,比如汽车部件讲究质量,安全第一;金融设备主打精密,尤其是出钞口模块,要精准出钞;电子设备要求外观亮丽、时尚等。