产品 案例 关于


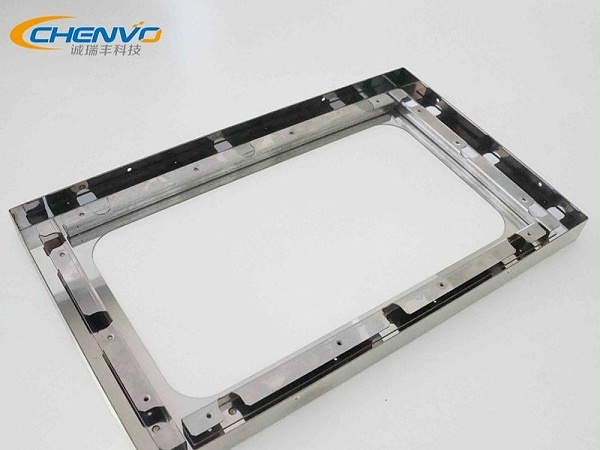
所示的不锈钢钣金加工件是诚瑞丰公司为ATM机取款模组而设计的一款底盘线槽安装部件。本文主要从多方面展示该部件的参数、工艺以及一些常见问题。诚瑞丰公司承接各领域钣金机箱的研发设计及非标定制生产。

价格:按图纸报价
周期: 24小时



该部品具备以下特点:
(1)稳定性。不锈钢冲压件由原 材料不锈钢冲裁而成,其具有的耐腐性性能可以保证在多重环境下(或长期常态下)的稳定不变形,这对于 ATM机 的精密结构部件来说是极为重要 ;
(2)美观性。 经过打磨抛光后,制件具有良好的光亮效果,显得美观大气。可以用作产品的外观件;
(3)焊接性。 良好的焊接性能可以满足其在内部结构件多样性嵌接以及成品组装 。
注:页面底部更多产品详细照片以展示不锈钢钣金件的产品特点。
| 产品尺寸 | 376*228*10mm | 展开尺寸 |
402*250*1.2mm |
|---|---|---|---|
| 产品材料 |
SUS304 |
材料厚度 |
1.2mm |
| 表面处理 |
抛光 |
加工难度 | 复杂 |
| 尺寸误差 | ±0.3mm | 角度误差 | ±0.5° |

|
序号 |
工艺 |
工艺说明及注意事项 |
|
1 |
数冲下料 |
通过数控冲床设定计算机,冲裁出不锈钢钣金件指定的形状、数量和质量,该工序与产品的尺寸公差密切相关; |
|
2 |
去毛刺 |
将加工出来的平面钣金件的刺状物或飞边除掉,毛刺高度必须控制在 0.2mm以下; |
|
3 |
钳工 |
压铆工艺,让部品与螺母(铆钉)紧密结合,满足客户的组装要求;; |
|
4 |
折弯成型 |
角度公差控制在0.3°范围以内; |
|
5 |
组焊 |
本部品由3个不同部件组焊而成,焊点大小及高度误差控制在0.2mm 以内; |
|
6 |
表面拉丝 |
提高部品外观性,增强产品使用性能; |
|
7 |
脱脂 |
通过电离水全自动化喷淋清洗线去除表面油脂及污渍; |
|
8 |
品检 |
全面检查加工成品的尺寸误差及表面划痕等品质要求; |
|
9 |
包装 |
不锈钢钣金件有包装工程师设计的专属包装方案,旨在最大化避免产品在后续运作过程中产生的碰撞变形和表面刮花; |
1. 为什么说不锈钢钣金件的生产相 对来说较有难度
A 它的硬度相对于其它材料较高,不适合数冲下料方式,一般是激光切割下料;
B 在折弯时板材的反弹系数高;
C 在焊接时平面度相对于其它材料很难控制 ;
D 由于表面比较光滑,在进行钝化、喷粉、喷漆之前要进行拉丝或打磨处理;
深圳市诚瑞丰公司具备23年的金属结构件加工生产经验,对于不锈钢钣金件的加工方法已经摸索出了独有的生产工艺,大幅降低了生产过程中因操作不当而形成的损耗。
2. 不锈钢钣金件有几种表面处理方式
A 表面本色白化处理: 在 不锈钢加工过程中,经过各种氧化加工工艺后,表面会形成一层黑色的氧化皮,既影响美观,又影响不锈钢钣金件的精密度,因此一般都会对氧化皮进行处理,一般有以下两种方式 :
① 喷砂法:主要是采用喷微玻璃珠的方法,物理作用 除去表面的黑色氧化皮。
② 化学法:使用一种无污染的酸洗钝化膏和常温无毒害的带有无机添加剂的清洗液进行浸洗,达到不锈钢本色的白化处理目的。
B 面镜面光亮处理:分别有电解抛光、机械抛光和化学抛光三种抛光方式,根据产品的复杂程度和客户要求,采用不同的工艺。
C 表面着色处理:着色处理 赋予了不锈钢 钣金件各种颜色,增加产品的花色品种,而且提高 了 产品耐磨性和耐腐蚀性 。